 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Diseño de moldes para contenedores de alimentos
Características del producto:
1. Características estructurales
La caja de comida rápida desechable tiene una forma relativamente grande y un espesor de pared delgado de 0,35~0,5 mm.
2. Características de uso
Requisitos para el uso de cajas desechables de comida rápida: primero, calidad confiable, incluida la resistencia confiable de las piezas de plástico, apariencia hermosa, no tóxica e inofensiva; en segundo lugar, el bajo costo de fabricación, incluidas las piezas de plástico individuales, el peso liviano, el bajo precio del material y la alta utilización del material, la producción El procesamiento es conveniente y la producción es lo suficientemente grande.
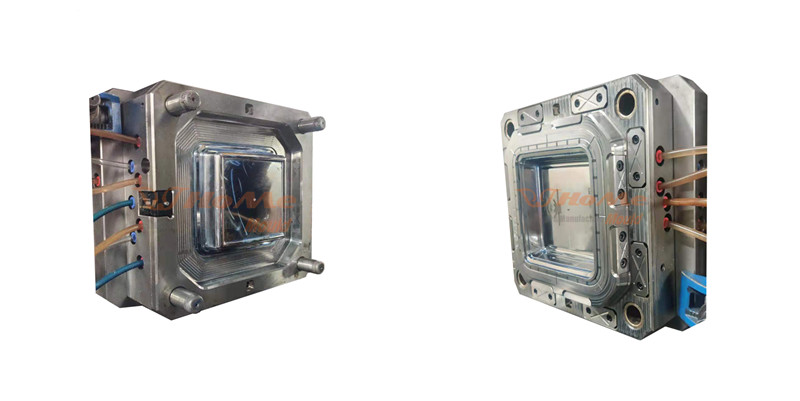
Diseño de estructura de molde:
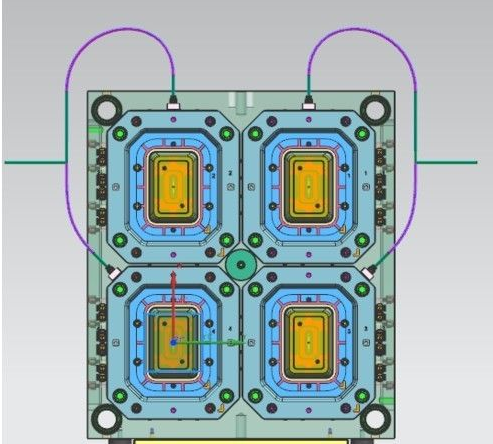
Considerando de manera integral las características de las cajas desechables de comida rápida, el diseño del molde adopta una estructura de molde de dos placas con 4 cavidades. Además, es necesario considerar el sistema de vertido, el sistema de refrigeración y el sistema de expulsión.
1. Diseño del sistema de vertido
Para mejorar completamente la tasa de utilización del material, y debido a la escasa fluidez del polipropileno (PP), se debe moldear por inyección en poco tiempo una caja de refrigerios desechable con un espesor de pared de aproximadamente 0,5 mm. El sistema de vertido del molde debe adoptar la forma de un canal caliente. El canal caliente tiene las siguientes ventajas: ① ahorra materia prima; ② puede mejorar la calidad del moldeado de piezas de plástico; ③ ayudar a mejorar la eficiencia de la producción y facilitar la producción automatizada. La desventaja es que la temperatura del molde es demasiado alta y se debe prestar atención a un enfriamiento suficiente, lo que aumentará el costo de fabricación del molde. Considerando integralmente las ventajas y desventajas del sistema de canal caliente, el uso final del sistema de canal caliente ayuda a mejorar la calidad del moldeo y la eficiencia de producción de las piezas de plástico.
2. Diseño del sistema de refrigeración
La función del sistema de enfriamiento es hacer que el molde se enfríe rápidamente y controlar la temperatura del molde. Dado que la temperatura del material PP durante el moldeo por inyección es de 220~270 ℃, el diseño razonable del sistema de enfriamiento reducirá en gran medida el tiempo de enfriamiento de las piezas de plástico y, por lo tanto, acortará el ciclo de moldeo por inyección. Debido a la estructura especial y los requisitos del molde, el sistema de enfriamiento utiliza enfriamiento de bucles múltiples para garantizar completamente el enfriamiento de las piezas de plástico moldeadas.
Dado que el molde utiliza un sistema de canal caliente, la temperatura de la parte de la boquilla caliente será relativamente alta y también se agrega un sistema de enfriamiento a la boquilla caliente del canal caliente.

3. Diseño del sistema de eyección
Debido a la gran forma de la caja de comida rápida desechable y al espesor de pared relativamente delgado, las piezas de plástico tienen una mayor fuerza de apriete sobre las piezas del molde. Si se utiliza un sistema de extracción de varilla de empuje común, es fácil concentrar la fuerza en la posición del punto de la varilla de empuje y las marcas de la varilla de empuje afectarán el plástico. La calidad de moldeo de las piezas se verá afectada cuando grave y produce productos de desecho. Si se utiliza el tipo de expulsión de placa de empuje, la tasa de desperdicio se reducirá, pero la estructura de placa de empuje aumentará el exceso de movimiento del molde, extenderá el ciclo de producción y reducirá la eficiencia de la producción.
El molde utiliza una estructura de expulsión asistida por gas multipunto. Después de abrir el molde, se sopla aire dentro de la cavidad a cierta presión para separar las piezas de plástico y el molde. La expulsión asistida por gas multipunto tiene las siguientes ventajas: en primer lugar, es fácil controlar la presión y la fuerza de expulsión es uniforme, para no soplar las piezas de plástico; en segundo lugar, la eyección asistida por gas no expulsa → reinicia → reexpulsa → reinicia, solo es necesario controlar la presión y el gas se puede expulsar a tiempo. Ahorre tiempo de moldeo y acorte el ciclo de moldeo.
Enviar Consulta



X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad