 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Hogar
>
Productos > Molde para pequeños electrodomésticos
>
Molde de carcasa de caja de altavoz de plástico
Productos
- Molde para electrodomésticos grandes
- Molde para pequeños electrodomésticos
- Molde de piezas de plástico para el hogar
- Molde de plástico para equipos médicos
- Molde de plástico para instalaciones de oficina
- Molde de piezas automotrices de plástico
- Molde de piezas de motocicleta de plástico
- Molde de productos para mascotas
- Molde de plástico para silla
- Molde de piezas industriales de plástico
- Molde de inyección de caja de plástico
- Molde de plástico para productos para niños
- Molde de plástico de pared delgada
- Molde de tapa y preforma de PET
- Molde de instalación de tuberías de plástico
- Productos de plástico
- Otros moldes







Molde de carcasa de caja de altavoz de plástico
Como fabricante profesional, nos gustaría ofrecerle un molde de carcasa de caja de altavoz de plástico de alta calidad. Y le ofreceremos el mejor servicio postventa y entrega oportuna. Para que sea conveniente para nuestra vida humana, cada vez aparecen más dispositivos inteligentes pequeños. Si tiene ideas, podemos ayudarlo a fabricar el molde de la carcasa del producto y aprovechar la oportunidad. Obtenga el beneficio. Aquí presentamos el molde de carcasa de caja de altavoz de plástico.
Enviar Consulta
Descripción del Producto
Como fabricante profesional, nos gustaría ofrecerle un molde de carcasa de caja de altavoz de plástico de alta calidad. Y le ofreceremos el mejor servicio postventa y entrega oportuna.
Molde de carcasa de caja de altavoz de plástico
Acero del molde: H13
Base del molde: P20
Tratamiento térmico: nitruro
Cavidad: cavidad única
Corredor: corredor frío
Tiempo de ciclo: 33s
Tratamiento superficial: polaco
Vida del molde: 500000 disparos
Paquete: caja de madera
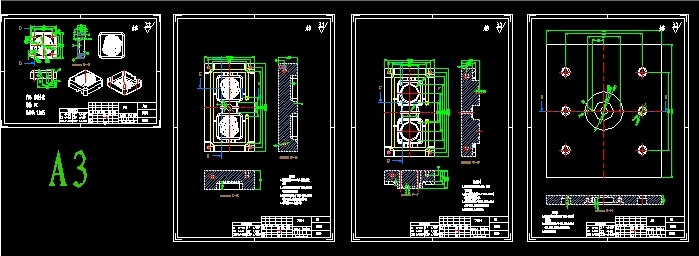
Diseño de molde de carcasa de caja de altavoz de plástico
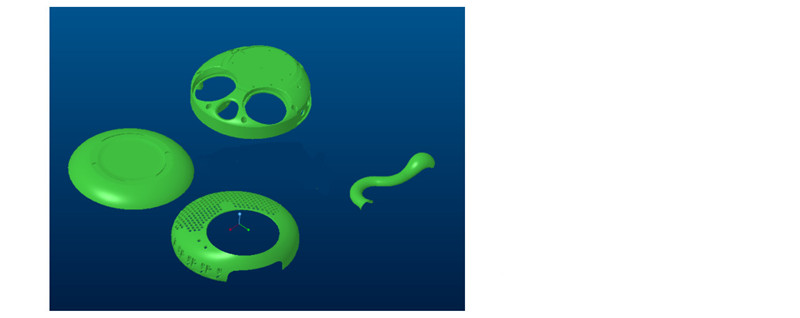
Molde de carcasa de caja de altavoz de plásticoEn el diseño prestamos atención a los requisitos técnicos de las piezas de plástico: no debe haber defectos como perforación, moldeo por inyección, líneas de flujo, poros, deformación por alabeo, vetas plateadas, materiales fríos, líneas de chorro, etc.
El espesor promedio de la pieza de plástico es de 1,80 mm, el material de la pieza de plástico es ABS, la tasa de contracción es de 1,004 y el peso de la pieza de plástico es de 16,56 gramos.
Cómo elegir el canal caliente o el canal fríoMolde de carcasa de caja de altavoz de plástico?
Ventaja del canal caliente:
1. Acorte el tiempo del ciclo de formación; algunas piezas de plástico de pared delgada podrían inyectarse en 5 segundos.
2. Sin material plástico de agua, tiene grandes medios para esos materiales de alto precio.
3. La calidad del bebedero de las piezas conformadas con canal caliente es buena, la tensión residual después del desmoldeo es baja, la deformación de las piezas es pequeña, por lo que hay menos productos defectuosos que el canal frío.
4. No es necesario cortar la puerta ni el tratamiento, mejora la eficiencia de producción.
Ventaja del canal frío:
1. El costo del molde es menor que el del canal caliente, es importante.
2. El mantenimiento del moho es barato
Por lo tanto, según nuestra situación, podríamos elegir un canal caliente o un canal frío, dependiendo de su producción total, la estructura del molde y el costo del material.
Accesorios para moldes
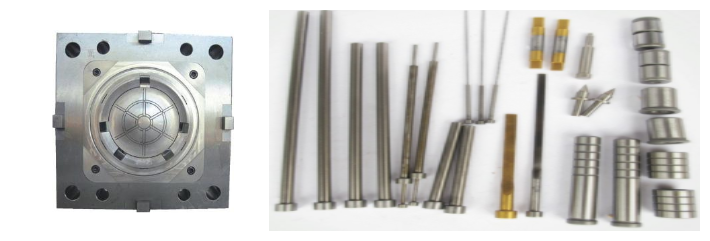
Disparo simple, disparo doble, disparo doble, disparo plano, columna de posicionamiento, manguito guía de molde de plástico, manguito recto, manguito de columna central, manguito guía de molde de plástico, manguito recto, manguito de soporte medio, columna de posicionamiento, dispositivo auxiliar de tipo cuadrado, tridimensional Dispositivo auxiliar de guía de bloque de posicionamiento, boquilla tipo A, B, C, anillo fijo tipo A, B, interruptor mecánico estándar.
Como lidiar conMolde de carcasa de caja de altavoz de plástico¿Oxidado?

1. Cuando el moldeo por inyección se haya detenido, limpie el molde de plástico.
2. Cuando se detenga el moldeo durante un período prolongado, se debe rociar inhibidor de óxido en la cavidad del molde. Cabe señalar que antes de pulverizar, la cavidad del molde debe limpiarse con un paño hasta que no quede ninguna mancha de óxido.
Qué esMolde de carcasa de caja de altavoz de plástico¿Sistema de escape?
1) ¿De dónde viene el aire?
a. Hay aire en el sistema de inyección y en la cavidad del molde.
b. Algunas materias primas todavía tienen agua, se convertirán en vapor.
C. Algunos aditivos se volatilizan o se forman gases por reacciones químicas entre sí.
2) El daño de una mala ventilación
a. En el proceso de moldeo por inyección, la masa fundida reemplazará el gas en la cavidad; si el gas no puede descargarse, las piezas quedarán incompletas y producirán otros defectos.
b. Debido a que el gas está muy comprimido, la temperatura en la cavidad aumenta bruscamente y las piezas pueden quemarse. Ocurre principalmente en la confluencia de dos hilos de masa fundida, el ángulo muerto y la brida de la compuerta.
C. La eliminación del gas no es suave, por lo que la velocidad de fusión en cada cavidad es diferente, por lo tanto, es fácil formar marcas de flujo y marcas de fusión, y reduce las propiedades mecánicas de las piezas de plástico.
d. Debido a la obstrucción del gas en la cavidad, la velocidad de llenado se reducirá, el ciclo de moldeo se verá afectado y la eficiencia de producción se reducirá.
Solución del orificio de ventilación:
Abra la ranura de escape, dedal de escape, inserte el escape, inserte el escape.
Persona de contacto
Etiquetas calientes: Molde de carcasa de caja de altavoz de plástico, China, Personalizado, Calidad, Moda, Nuevo estilo, Venta caliente, Popular, Barato, Comprar, Última venta, Venta al por mayor, Más nuevo, Precio bajo, Fábrica, Hecho en China, Precio, Fabricantes, Proveedores, OEM, ODM, entrega a tiempo, muestra gratis
Etiqueta del producto
Enviar Consulta
Por favor, siéntase libre de dar su consulta en el siguiente formulario. Le responderemos en 24 horas.









X
Utilizamos cookies para ofrecerle una mejor experiencia de navegación, analizar el tráfico del sitio y personalizar el contenido. Al utilizar este sitio, acepta nuestro uso de cookies.
política de privacidad